






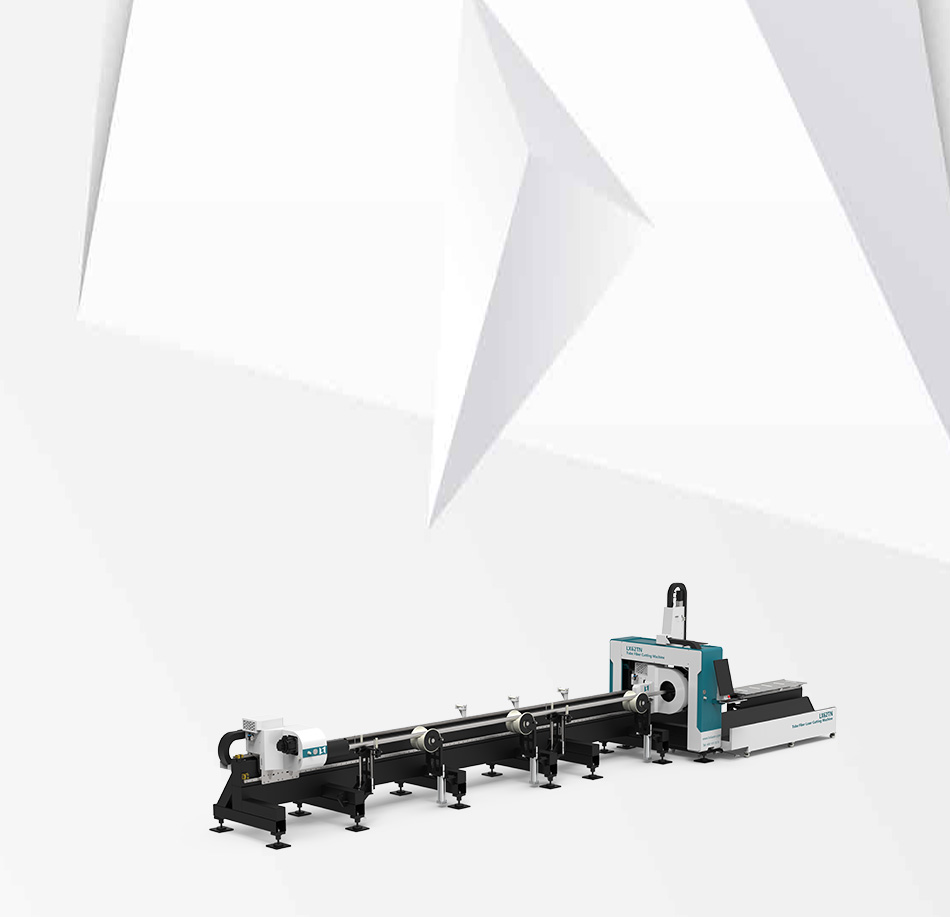

Бічна підвісна конструкція цільного зварного ліжка
Станина має бокову конструкцію та цільну зварну станину, яка відпалюється для усунення внутрішніх напружень. Після чорнової обробки виконується вібраційне старіння перед остаточною обробкою, що значно покращує жорсткість і стабільність верстата та забезпечує точність його роботи. Привід серводвигуна змінного струму керується системою числового програмного керування, а патрон здійснює зворотно-поступальний рух у напрямку Y після запуску двигуна, забезпечуючи швидкий рух і подачу. Як стійка осі Y, так і лінійна напрямна рейка виготовлені з високоточних матеріалів, що ефективно гарантує точність передачі; кінцеві вимикачі на обох кінцях ходу керуються, а також одночасно встановлений жорсткий обмежувальний пристрій, що ефективно забезпечує безпеку руху верстата; верстат оснащений автоматичним пристроєм змащення, який регулярно додає мастило до рухомих частин станини, щоб забезпечити їхню справну роботу, що може покращити термін служби напрямних рейок, шестерень та рейок.
Пристрій фронтальної подачі
Передній подаючий пристрій містить опорну пластину, керовану повітряним циліндром, який підтримує трубу, коли обрізана труба довга, і запобігає її провисанню.
Під час різання заготовки піднятий опорний циліндр підтримує опорну пластину для підтримки труби та запобігає її провисанню. Коли заготовка різається, усі підняті опорні циліндри втягуються, і заготовка падає на заглушку та ковзає до місця зберігання. Дія циліндра автоматично контролюється системою.
Передня секція також поділена на тип із стеженням та тип із ручним регулюванням.

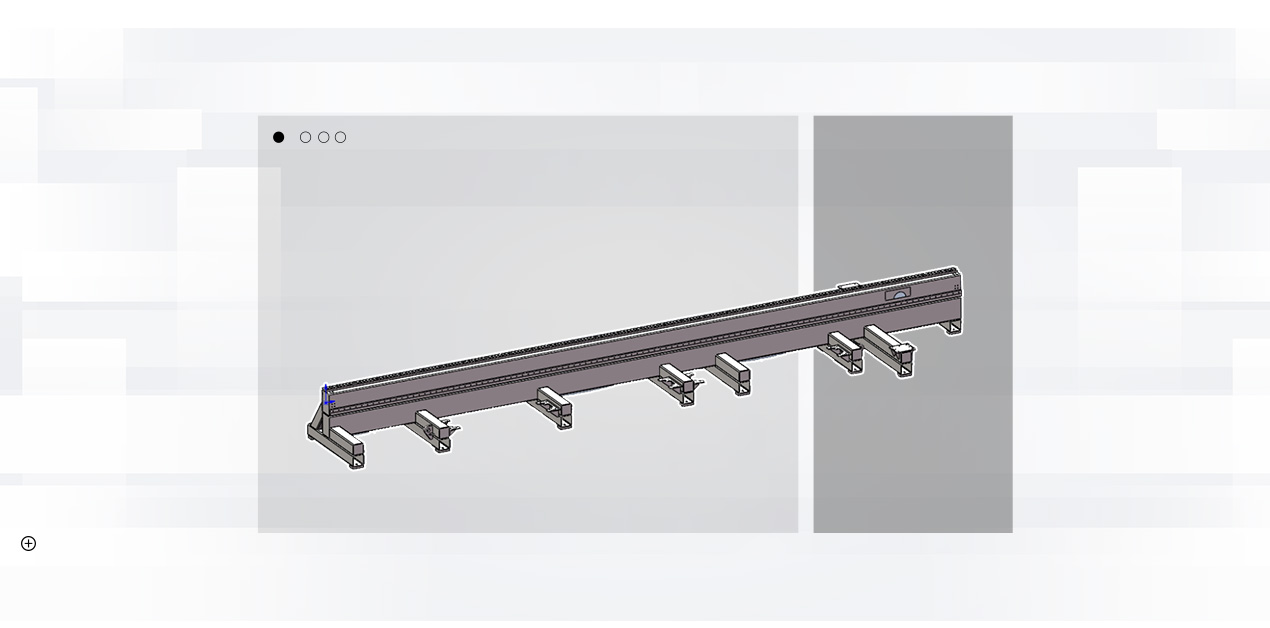
Механізми підтримки
На ліжку встановлено 3 комплекти опорних механізмів, доступних двох типів:
1. Допоміжна опора керується незалежним серводвигуном для руху вгору та вниз, головним чином для виконання допоміжної опори у разі надмірної деформації довгих нарізаних труб (труб малого діаметра). Коли задній патрон переміщується у відповідне положення, допоміжна опора може бути опущена для запобігання цьому.
2. Опора колеса зі змінним діаметром піднімається та опускається циліндром, і її можна вручну регулювати в різні положення шкали для підтримки труб різних розмірів.
Патрон-Парт
Патрон розділений на два пневматичні повнохідні патрони спереду та ззаду, обидва з яких можуть рухатися у напрямку Y. Задній патрон відповідає за затискання та подачу труби, а передній патрон встановлений на кінці станини для затискання матеріалів. Передній та задній патрони приводяться в рух серводвигунами відповідно для досягнення синхронного обертання.
Завдяки спільному затисканню подвійних патронів можна реалізувати різання коротким хвостом, причому короткий хвіст рота може досягати 20-40 мм, одночасно підтримуючи різання довшого хвоста коротким хвостом.
Верстат для різання труб серії TN використовує метод руху та уникнення патрона, що дозволяє постійно виконувати різання двома патронами, не призводячи до того, що труба буде занадто довгою та нестабільною, а точність недостатньою.

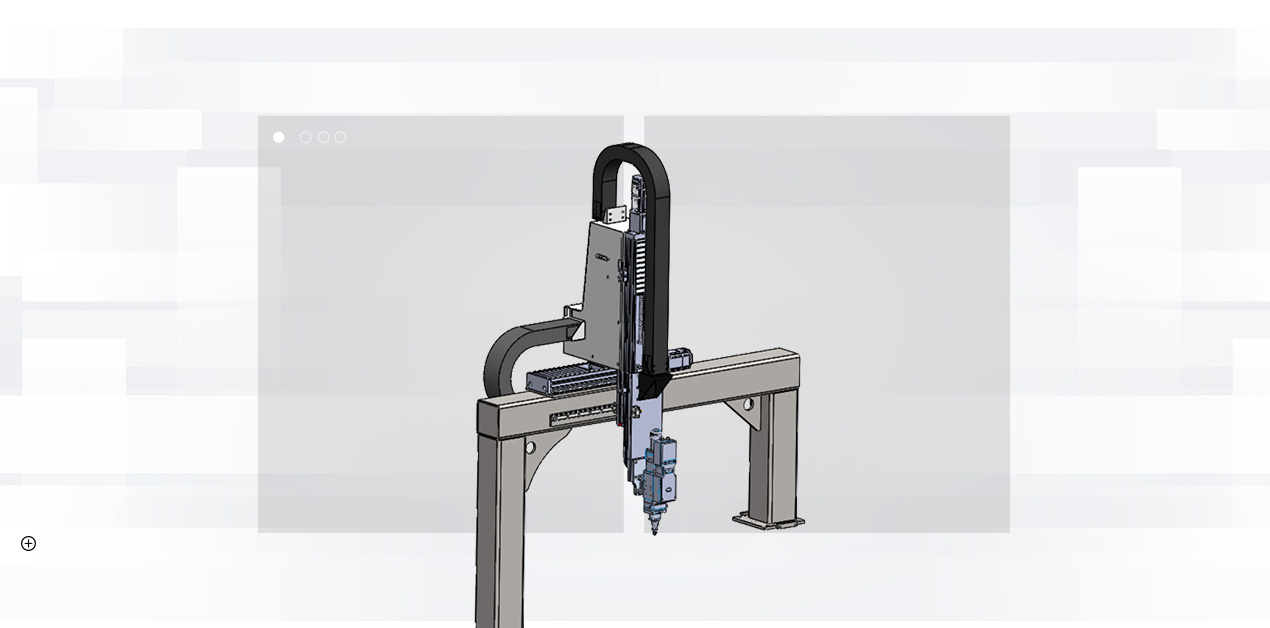
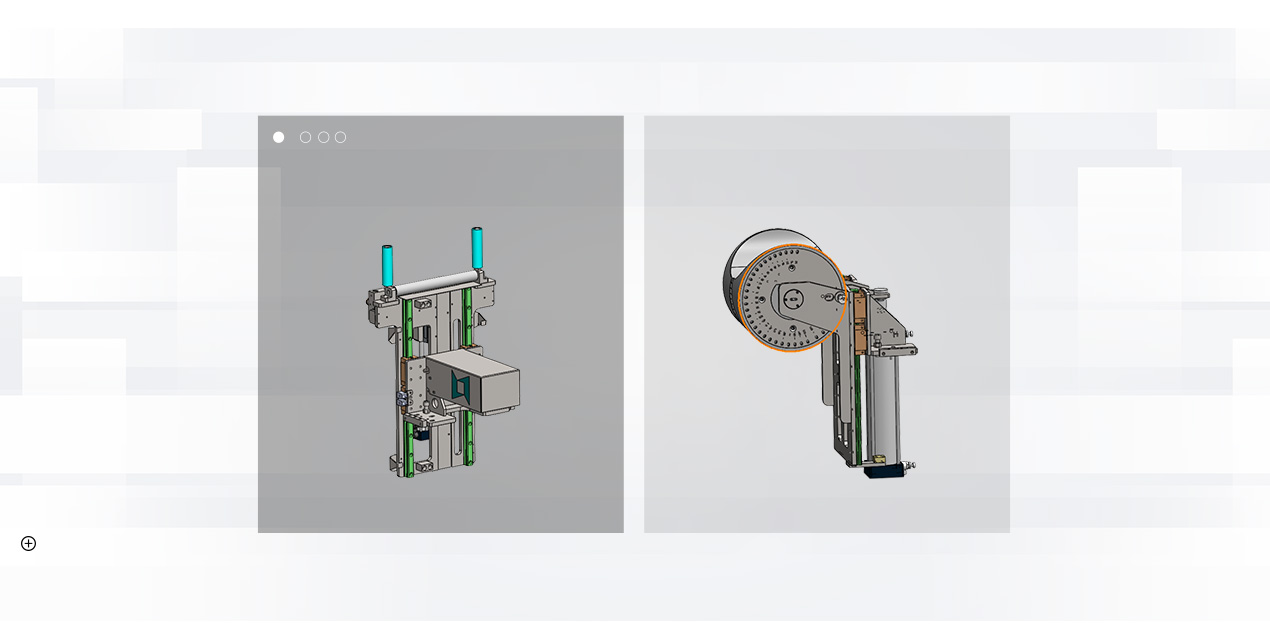
Axis-Device
Поперечна балка пристрою по осі X має портальну конструкцію, зварену комбінацією квадратної труби та сталевого листа. Портальний компонент закріплений на станині, а вісь X приводиться в рух серводвигуном для керування рейкою та шестернею, що забезпечує зворотно-поступальний рух ковзної пластини в напрямку X. Під час руху кінцевий вимикач контролює хід, обмежуючи положення та забезпечуючи безпеку роботи системи.
Водночас, вісь X/Z має власну кришку органу для захисту внутрішньої структури та досягнення кращого захисту й видалення пилу.
Пристрій по осі Z в основному реалізує рух лазерної головки вгору та вниз.
Вісь Z може використовуватися як вісь ЧПК для виконання власного інтерполяційного руху, і водночас вона може бути пов'язана з осями X та Y, а також може бути переключена на подальше керування для задоволення потреб різних ситуацій.
Переваги верстата для лазерного різання металевих труб 62TN

-

TX124 2024 Волоконні лазерні різальні машини для алюмінію...
-

LX82TS Знижка 7% 1 кВт 1,5 кВт 3 кВт 4 кВт 6 кВт Волокно ...
-

LX123TX Найкращий трипатронний волоконний лазерний верстат для важкої вантажопідйомності...
-

LX3015E Металеві пластини Волоконний лазерний різак з Exc ...
-

Напівавтоматичний волоконний лазерний різак для металу LX62TN з подачею...
-

Економний верстат для різання труб LX62TD потужністю 1-6 кВт...











